| 环保审批 | |||||||||
|
|||||||||
| 废气处理 | |||||||||
|
|||||||||
| 粉尘处理 | |||||||||
|
|||||||||
| 酸碱废气净化工程 | |||||||||
|
|||||||||
| 噪声治理工程 | |||||||||
|
|||||||||
| 废水处理工程 | |||||||||
|
|||||||||
| 废气处理设备 | |||||||||
|
|||||||||
| 除尘器设备 | |||||||||
|
产业特点:
VOCs类废气排放:
苯、甲苯、二甲苯、苯乙烯、乙酸丁酯 、三羟甲基丙烷三丙烯酸酯 、2-庚酮 、羟基环己基苯基甲酮 、二甲基聚合物、-三嗪和环氧乙烷、甲基丙烯酸羟乙酯 、季戊四醇四丙烯酸酯
选择治理方案的几个基本要素:
根据废气成分(是否含有水分、固态物、油状物,及处理难易程度)、浓度(高、低)、排放形式(连续或间歇排放)选择处理方案。
以下情况适合选择高温等离子焚烧处理方案:
有机物含量较高、成分复杂、易燃易爆(丁二烯等)、较难分解物质如二硫化碳,含有颗粒物、油状物、连续大剂量排放的工业废气。
如凹版印刷、胶板印刷、涂装、化学合成、石油化工、香精、香料等行业。
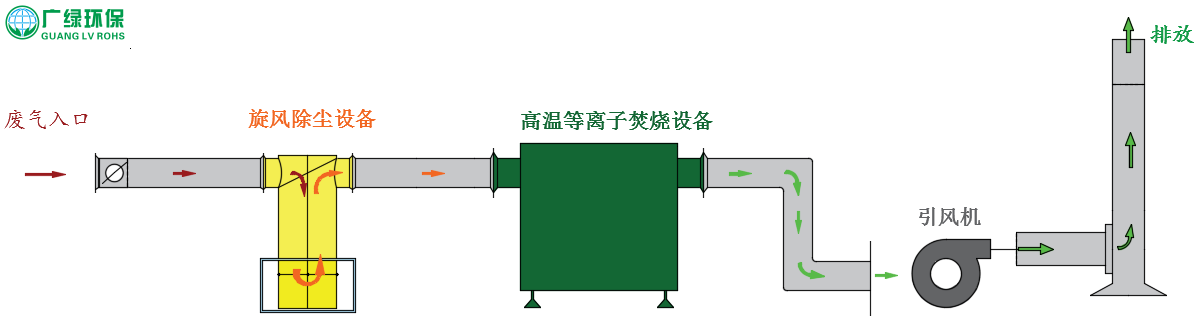
以下情况需要增加旋风除尘装置:
含有颗粒物的工业废气,如涂装行业废气。
高温等离子焚烧技术:
高温等离子焚烧技术是高频(30KHz)高压(10万伏)大功率电源在特定条件下的聚能放电。工业废气在反应器中由常温急剧上升至3千度高温,在高温、高电势的双重作用下,有机污染成分(VOCs)瞬间被电离并完全裂解。
经高温等离子焚烧处理,工业废气中有机物(VOCs)裂解成为碳、二氧化碳、水蒸气等单质物质。
喷漆车间废气处理设备工艺示意图:
高温等离子焚烧处理设备特点:
强大的功率和专业的设计使工业废气瞬间成为3千多度高温等离子体,有害物质清除率大于98%,符合国家指定排放标准。
不锈钢一体化结构, 耐腐蚀;安全可靠,维护方便。
智能化远程控制,无需专职人员值守。
传统的RTO技术:
传统的天燃气焚烧方式处理工业废气,消耗大量天然气、氧气,排放一氧化碳、二氧化碳等有害气体,能效比低,适用面窄。(易燃易爆)
我们最先提出“高温等离子焚烧”这一概念(发明专利),是唯一掌握该技术并实际应用的企业(世界范围)。为工业废气治理开辟了一条全新的途径。
“高温等离子焚烧”技术比较“传统RTO(天然气焚烧方法)”有以下优势:
1、 连续不间断的处理废气,(天燃气RTO为间歇工作模式)这在垃圾焚烧尾气,凹版印刷有机废气处理应用方面尤为重要。
2、 广谱性:能够处理高浓度、成分复杂、易燃易爆及含有大量水分、固态、油状物的工业废气,实现达标排放。
3、 不消耗天然气,无碳排放问题,没有阀门等运动部件,能够无故障,不间断运行上万小时。
4、 风阻小,能耗低:处理2万立方米/小时的燃气RTO,为克服陶瓷蓄热体风阻就需要功耗为90千瓦的引风机。
而处理2万立方米/小时的高温等离子焚烧设备(25千瓦),连同引风机(21千瓦)仅消耗46千瓦功率。
当VOCs类废气排放浓度低于200mg/m3,采用低功率密度高温等离子处理设备,每1万m3功耗仅为10kW。
无论从资金投入还是从营运成本考量,本方案要远胜于浓缩吸附+RTO焚烧方案。
5、能效比高:节约能源,高温等离设备废体排放口温度,比废气进口温度仅提高几十度。
6、处理效果好:二恶英等难以处理的物质,瞬间完全分解,实现达标排放。(是垃圾焚烧尾气排放二恶英问题的理想解决方案)
7、无臭氧排放问题(低温等离子设备存在臭氧排放问题)。
8、经济适用:同样规格的高温等离子设备,价格不到燃气焚烧RTO的二分之一,运营成本低于二分之一。
9、占地面积小,自动化程度高节约人力,运营成本低。
10、不会产生二次污染。无异味,对人口居住密集地区而言这是一个重要的考量指标。
11、天燃气焚烧法RTO造价高昂,大量消耗天燃气、氧气,增加二氧化碳、一氧化碳排放,有二次污染之虑,无法应对日渐严格的环境保护标准。天燃气焚烧法因其工作机理及自身结构上的缺陷,在易燃易爆场所,或处理废气中含有可燃成分时需要考虑防爆问题。天燃气输送储存过程可能存在因泄漏而引发的安全问题
高温等离子焚烧技术在工业废气处理方面的应用是一个划时代的技术变革。
高温等离子焚烧技术将逐步取代天燃气RTO,成为新兴产业。