| 环保审批 | |||||||||
|
|||||||||
| 废气处理 | |||||||||
|
|||||||||
| 粉尘处理 | |||||||||
|
|||||||||
| 酸碱废气净化工程 | |||||||||
|
|||||||||
| 噪声治理工程 | |||||||||
|
|||||||||
| 废水处理工程 | |||||||||
|
|||||||||
| 废气处理设备 | |||||||||
|
|||||||||
| 除尘器设备 | |||||||||
|
铂锐可以治理以下制药厂的废气:
由于医药行业囊括的范围很广,如果不确定我们是否能处理您厂区的废气,请直接来电与我们的工程师交流、确认。
虽然我们列出了5种不同的制药厂,但是由于每种制药厂采用的原材料、加工工艺都不同,因此,产生的废气成分、排放环节、浓度、排放量等均不相同。
制药厂VOCS废气主要来源于:

总起来讲,需要接入废气处理系统进行集中净化的VOCS废气,主要来源于以下工艺过程:
(1)发酵类制药在提取、转化和精过程中产生有机溶媒废气、菌渣干燥废气等,微生物发酵液活性成分提取分离过程中的有机溶剂挥发,常见有机溶剂有:丙酮、 乙酸乙酯、苯、甲苯、二甲苯、甲醇、正丙醇、二氯甲烷、二甲基甲酰胺、四氢 呋喃、醋酸丁酯等。
(2)化学合成类制药产生 VOCs 的主要环节是脱氢、氯化、精制过程。企业往往 使用多种有机溶剂作为反应和净化的溶剂,包括苯、二甲苯、甲醇、乙醇、丁醇、 氯苯、丙酮、甲乙酮、异丙醇、乙醚、二氯甲烷、三乙胺、甲胺、正己烷、 1,2-二氯乙等。
(3)提取过程和溶剂回收过程中会有溶剂挥发,常见有机溶剂有:丙酮、乙酸乙酯、苯、乙醇、正丙醇、异丙醇、三氯乙酸、乙醚、草酸等。
制药厂废气治理工艺推荐:
目前,有机化工行业主要采用的治理技术有:冷凝、溶剂吸收、静电技术、活性炭吸附、碱吸收、旋流洗涤、低温等离子技术、UV 光催化氧化、臭氧氧化、RTO 焚烧技术、生物技术等。

从上表可以看出,每种处理技术,都有它适用的范围和明显的缺陷,我们一般建议企业,根据各生产工艺废气排放情况,采取2种或多种组合技术处理 VOCs。
需要特别指出的是,在部分地区,对于制药厂废气处理方案有以下更详细的要求:
铂锐制药厂废气处理技术介绍
东莞市广绿环保工程有限公司,虽然在工业废气治理领域具有丰富经验,但是,我们并不擅长治理所有种类的制药废气,我们的优势集中在低浓度废气治理,主要采用的净化工艺是等离子技术、光催化技术和活性炭吸附技术。
(由于活性炭吸附技术应用非常普遍,且工艺简单,我们不再做详细介绍,只介绍我们的等离子技术和光催化技术。)
等离子体技术
低温等离子体净化技术是近年来发展起来的废气治理新技术。低温等离子体破坏技术属低浓度 VOCs 治理的前沿技术。研究表明,C-S和 S-H 键比较容易被打开,因此低温等离子体技术对于臭味的净化具有良好的效果,如橡胶废气、食品加工废气等的除臭。
低温等离子体用于废气的净化具有很多的优势。a 由于等离子体反应器几乎没有阻力,系 统的动力消耗非常低;b 装置简单,反应器为模块式结构,容易进行易地搬迁和安装;c 不需要预热时间,可以即时开启与关闭;d 所占空间较小;e 抗颗粒物干扰能力强,对于油烟、 油雾等无需进行过滤预处理。
光催化技术
光催化氧化法主要是利用光催化剂(如 TiO 2 )的光催化性,氧化吸附在催化剂表面的 VOCs。 利用特定波长的光(通常为紫外光)照射光催化剂,激发出“电子-空穴”(一种高能粒子)对,这种“电子-空穴”对与水、氧发生化学反应,产生具有极强氧化能力的自由基活性物质,将吸附在催 化剂表面上的有机物氧化为二氧化碳和水等无毒无害物质。光催化氧化与电化学、O 3 、超声和微 波等技术耦合可以显著提高对有机物的净化能力。目前光催化氧化技术存在反应速率慢、光子效率低、催化剂失活和难以固定等缺点。该法目前在工业 VOCs 的净化中还未大规模应用。
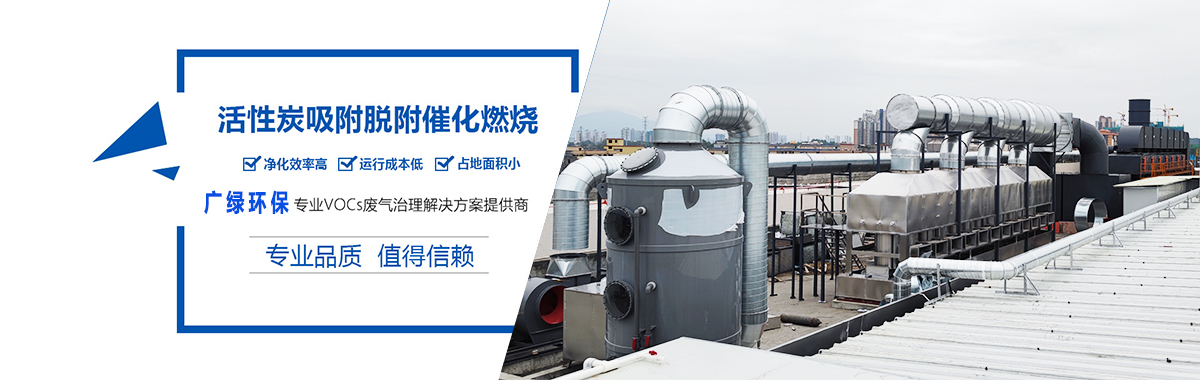
工程实拍图